- Home
- About
- Training Courses
- ASME Courses
- API Courses
- API 510 Pressure Vessel
- API 570 Process Pipework
- API 653 Aboveground Storage Tank
- API 936 Refractory Personnel
- API 580 RBI Online
- API 580 RBI Classroom *New*
- API 571 Corrosion & Materials Online
- API 571 Corrosion & Materials Classroom *New*
- API 577 Welding Inspection & Metallurgy Online
- API 510 CPD Training
- API 570 CPD Training
- API 1169 Pipeline Construction
- API SIFE Source Inspector Fixed Equipment
- API SIRE Source Inspector Rotating Equipment
- E-Learning
- Technical Courses
- API CPD Recertification
- Training Courses
- Technical Hub
- Virtual Training
- FAQs
- Contact
- Online Training Portal
- Shop
- In: Training | On: Jan 19, 2023
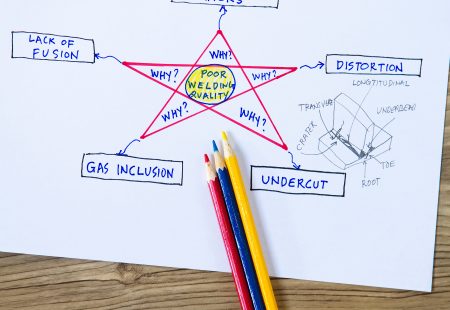
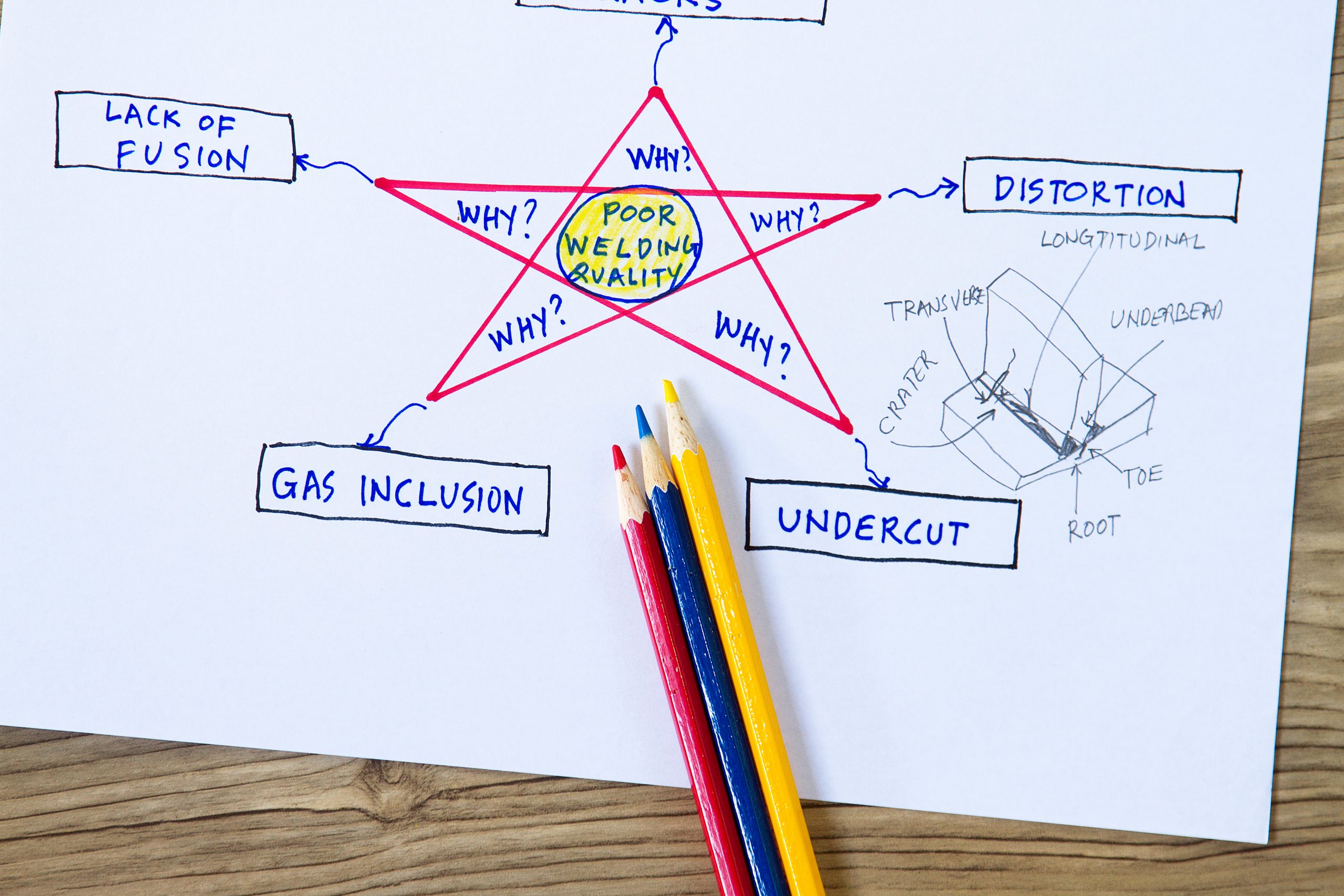
LIVING WITH WELD DEFECTS
Living with weld defects comes as a surprise to many. Construction codes (ASME, EN etc.) are based on years of experience and contain acceptance criteria for materials, design, fabrication, testing and certification. A construction code is not specifically to produce fitness-for-service.
Surprised? Here are some examples of when a code-compliant vessel may not be fit-for-service.
– The materials are unsuitable for the process (many codes don’t mention use – unless it’s a lethal process service).
– It may need a lining to resist corrosion.
– It may not be designed for fatigue conditions (read the code small print).
So, what are codes?
Construction codes are not about technical excellence. They are rules that produce items that are ‘safe enough’ and can be manufactured by a ‘good enough’ manufacturer. They are not the only possible rules, just ways of doing things that work. Read the small print, and you’ll see most codes accept other, unspecified ways of doing almost everything, as long as they are not specifically prohibited.
What are weld acceptance criteria about?
Most codes contain weld defect acceptance criteria (DAC). They represent:
– What is achievable by a ‘good enough’ manufacturer
– A ‘good enough’ standard (but they don’t say the weld will fail if you don’t meet them).
Can you live with weld defects?
Don’t worry; they’re everywhere. Many pressure components operate happily for years containing ‘out-of-code’ weld defects (discovered or undiscovered). The code DAC contain a safety margin that allows this. The problems are:
– The margins are not consciously ‘chosen’ or documented
– They depend on location and orientation to the main stress planes
Defects that can cause catastrophic failure are more critical than those that cause leaks.
Are out-of-code weld defects ‘safe’?
Sometimes they won’t affect the fitness for service of the item, but it depends on their type and location. The table shows an approximate ‘risk ranking’:
‘RISK-RANKING’ OF CONSTRUCTION WELD DEFECTS | |||||
Indication | Influencing factor | ||||
| High risk
Low risk | Cracks | Crack length and orientation | |||
Incomplete penetration/Lack of fusion | Length | ||||
Exposed slag inclusions | Length | ||||
Concavity/burn-through | Depth compared to joint thickness | ||||
Excess reinforcement | Height of reinforcement | ||||
Rounded indications | Size and distribution of indications | ||||
Surface porosity | Depth and location | ||||
| Surface finish | Depth and location | ||||
These rankings are component-specific, but the order holds good for fabrications:
– of simple construction
– with no fatigue or creep requirements

Macro test is performed in a cross-section, longitudinal section or ‘Z’ direction (through-thickness) as an independent test to assess subsurface conditions or to reveal effects on the subsurface.
The FFS alternative
If you are worried about out-of-code weld defects, assess them using FFS methods. Typical methods are in API RP 579 and similar codes. In many cases, defects can be ‘acceptable’ to an FFS assessment, using a careful choice of assessment module and level. The analysis’s weakness is the stress regime at the defect location: it’s easy to make assumptions to get the conclusion you want.
FFS studies can be used instead of construction codes to decide DAC. You can use FFS retrospectively to assess existing defects, or as a predictive exercise, to anticipate safe defects criteria for future inspections. Knowing the acceptable defect size makes it easier to consider its probability of detection POD.
Here’s the message:
Keep construction weld defects in context. Find out more in our bookshop.
You can learn much more about weld defects on our API 577 Welding, Inspection and Metallurgy course.
