- Home
- About
- Training Courses
- ASME Courses
- API Courses
- API 510 Pressure Vessel
- API 570 Process Pipework
- API 653 Aboveground Storage Tank
- API 936 Refractory Personnel
- API 580 RBI Online
- API 580 RBI Classroom *New*
- API 571 Corrosion & Materials Online
- API 571 Corrosion & Materials Classroom *New*
- API 577 Welding Inspection & Metallurgy Online
- API 510 CPD Training
- API 570 CPD Training
- API 1169 Pipeline Construction
- API SIFE Source Inspector Fixed Equipment
- API SIRE Source Inspector Rotating Equipment
- E-Learning
- Technical Courses
- API CPD Recertification
- Training Courses
- Technical Hub
- Virtual Training
- FAQs
- Contact
- Online Training Portal
- Shop
- In: Training | On: Jan 24, 2023
Lessons Learned
HF Damage Mechanisms – the threat to your assets.
The US Chemical Safety and Hazard Investigation Board have issued the final report on a significant fire and related explosions that occurred in June 2019 at the Philadelphia Energy Solutions (PES) Refinery in Philadelphia, Pennsylvania (CSB).
The cause of the accident, which shut down a refinery that could produce 335,000 bbl/d of crude oil and caused property damage estimated to be worth US$750 million, was determined to be a ruptured corroded pipe elbow in the company’s hydrofluoric acid (HF) alkylation unit. This pipe elbow released about 2,268 kg of highly toxic hydrofluoric acid (HF) into the plant. An estimated 306,600 kg of hydrocarbons, of which 275,800 kg were believed to have been burned, were also emitted during the incident in addition to the HF.
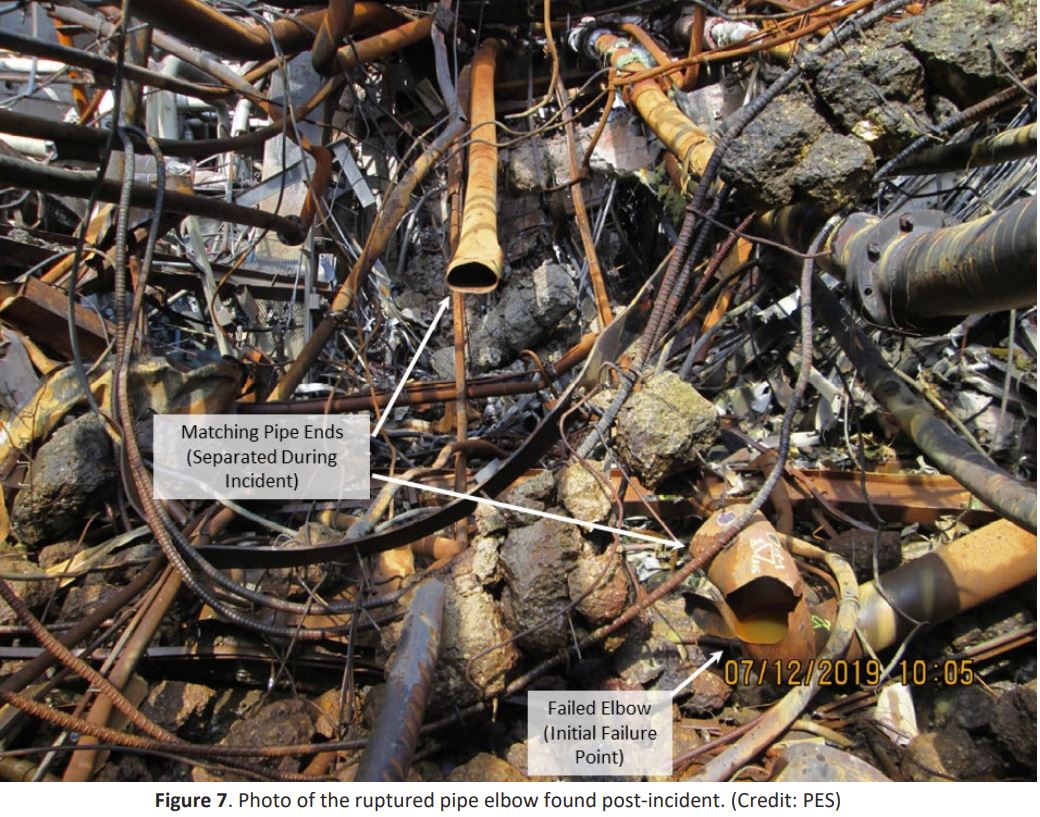
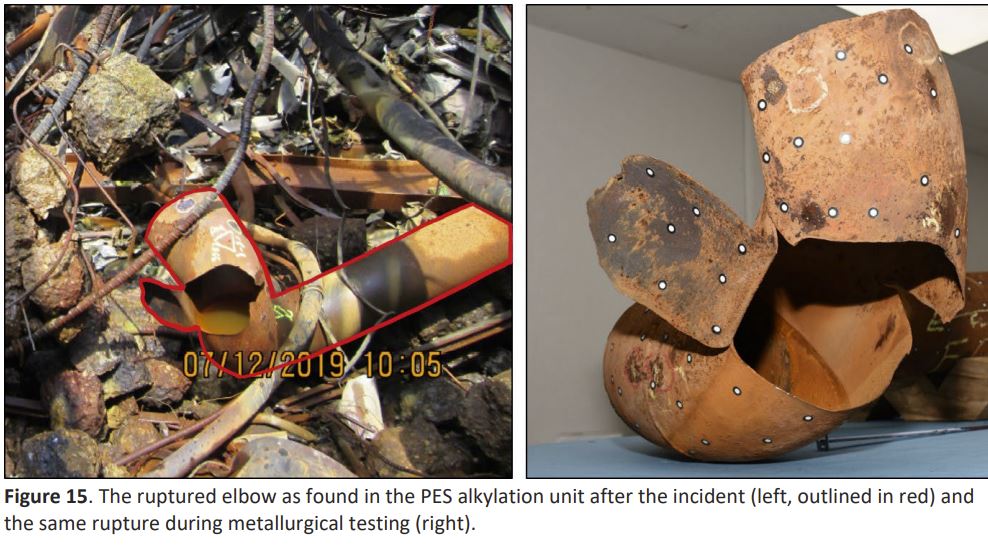
Photo Credit Chemical Safety Board
A sizable vapour cloud engulfed part of the plant as a result of the HF and hydrocarbons that were escaping becoming vapourised in the air. The acid was contained by several mechanisms, however, water pumps intended to minimise airborne HF by vapour suppression did not operate. The cloud then caught fire, starting a sizable conflagration that led to three further explosions.
It took a refinery employee around 40 minutes after the leak to manually switch on the water pump that supplied the HF mitigation water cannons, and it took another day to put out the fire. Amazingly, there were no fatalities despite five employees and a firefighter suffering minor injuries during the incident and response.
“In terms of financial costs, this refinery tragedy ranks among the worst in recent decades. Fortunately, the neighbourhood in Philadelphia did not suffer significant damage, but given the refinery’s location, things could have been far worse, according to CSB Interim Executive Authority Steve Owens. “This occurrence should serve as a warning to industry to avoid a repeat of the same incident in the future.”
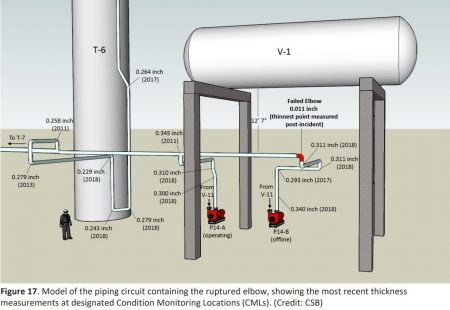
The CSB claims that the report finds that the elbow of the ruptured pipe, which was already held responsible for the incident during a factual update in November 2019, had corroded more quickly than other piping in the firm’s alkylation unit because of the higher concentration of nickel and copper it contained. The piping circuit was subject to inspections with over 100 CMls located on various test points. There was not a test point on the elbow that failed.
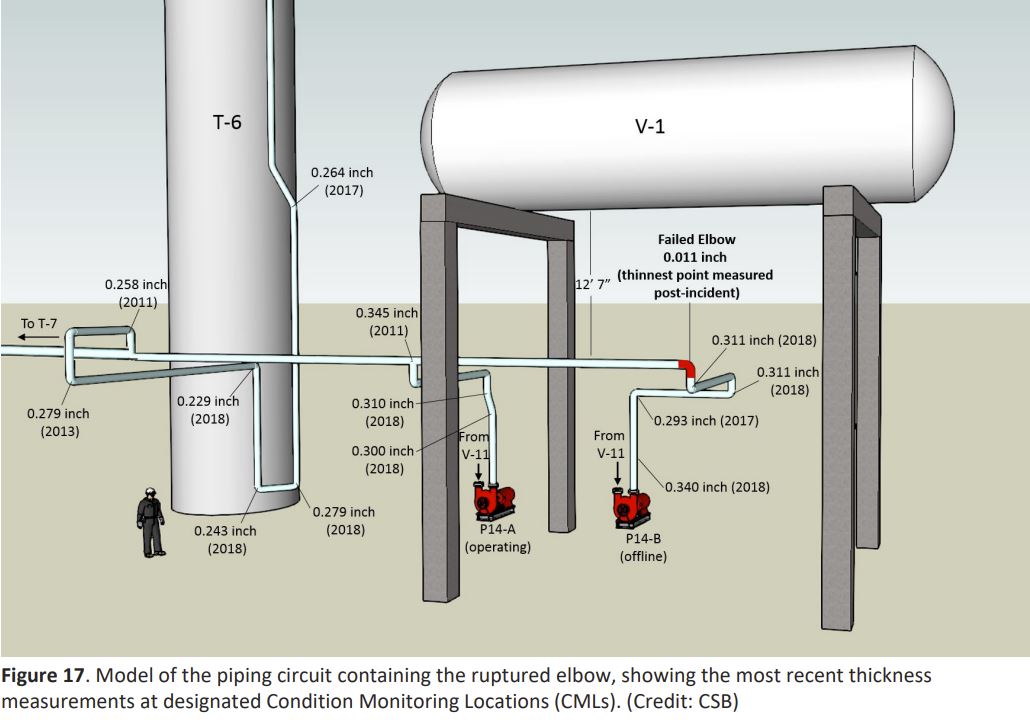
Photo Credit Chemical Safety Board
The report stated that carbon steel with a high nickel and copper content is known to corrode from contact with HF more quickly than carbon steel with a lower nickel and copper content, but at the time of installation in 1973, the American Society for Testing and Materials had not established limits on nickel or copper content (ASTM).
The restrictions did alter over the following few decades, and by 1995, a revised ASTM standard meant that the pipe elbow did not adhere to the new standards because of its high quantities of nickel and copper. But, according to CSB Supervisory Investigator Lauren Grim, despite regulations requiring businesses to decide that their equipment is safe to function once industry standards are revised, refinery owners did not conduct a thorough review of unit pipes. When new information about dangers is disclosed, she said, “businesses and industry trade associations must maintain process safety to avert catastrophic occurrences.”
The CSB also emphasised in its report that there were no remotely operated emergency isolation valves placed in the HF alkylation unit at the refinery to shut off neighbouring hydrocarbon sources that may otherwise flow via the faulty elbow.
Although the current American Petroleum Institute (API) standard on the safe operation of hydrofluoric acid alkylation units does not explicitly call for these valves, the CBS reported that if PES had installed them, the release from the pipe elbow could have been minimised and the subsequent explosions could have been avoided.
Even though sulfuric acid is still a very corrosive substance that can burn skin when it comes into touch with it, because it is a liquid when released, it does not pose the same threat to nearby communities as HF. The CSB stated that one of the biggest risks during the incident was the exposure of 117,000 individuals living less than a mile from the refinery to clouds of vapourised HF.
Instead, other businesses, like Chevron, mix light olefins like butylene with isobutane in a process known as alkylation to create high-octane gasoline. This process uses an ionic liquid catalyst.
The report acknowledges that some practices are not as complete as they could be while making several recommendations to help prevent repeat incidents of this kind, such as pressuring refinery owners to implement safer procedures. The API RP 751 Safe Operation of Hydrofluoric Acid Alkylation Units, now in its fifth edition, “includes gaps that, if corrected, might lead to outcomes similar to those seen at PES in the case of a fire or explosion event in an HF alkylation unit,” according to the report.
According to the CSB, revisions to the ASTM A234 standard and 40 C.F.R. Part 68 (EPA Risk Management Plan) are also necessary.
The 5 Key Lessons for Industry
The CSB advises businesses to review the following important lessons to prevent future chemical disasters and to promote chemical safety reform to safeguard people and the environment:
- HF alkylation units frequently use carbon steel, which is known to be prone to HF corrosion. Faster corrosion rates of carbon steel exposed to HF can be brought on by high quantities of residual elements (REs), which the literature refers to as copper, nickel, or chromium. Therefore, according to API RP 751, refiners must develop a special emphasis inspection programme to inspect all individual carbon steel piping components and welds in identified HF alkylation corrosion zones to identify areas of accelerated corrosion to identify piping components with high RE composition and that are corroding faster than other components. Following the initial inspection, the CMLs for each piping circuit should include CMLs applied to parts with thinner walls and/or more rapid corrosion.
- As soon as new information about dangers is disclosed, businesses and industry trade associations must act quickly to maintain process safety to avert catastrophic occurrences. These activities must ensure that structures constructed before the publication of the new knowledge are still safe to use. Safety measures can include replacing outdated equipment, doing a complete inspection of all piping and equipment, and making other necessary adjustments to stop loss of containment incidents.
- Refiners should instal remotely-operated emergency isolation valves on the inlet(s) and outlet(s) of large capacity hydrocarbon holding vessels and all hydrofluoric acid-containing vessels in HF alkylation units to help promptly stop hydrocarbon and HF escapes. Remotely operated emergency isolation valves can quickly cease hydrocarbon and HF emissions, which can assist in avoiding much more severe and disastrous knock-on events like equipment ruptures, the propulsion of equipment fragments, and significant HF releases to communities offsite.
- In significant disasters involving fires and explosions, “active” protections—or measures that need a person or technology to activate them—have the potential to fail. A leak of extremely hazardous HF may occur in an HF alkylation unit if crucial safety measures fail. Therefore, HF alkylation units must have protections that can stop or lessen the effects of an HF release in the case of a major fire or explosion. The wiring and cabling for control systems, primary power sources, and backup power supplies, among others, should all be protected against fire and explosion threats such as radiant heat and flying projectiles by refiners.
- Alternatives to HF and sulfuric acid alkylation are being developed, including composite ionic liquid catalyst alkylation, solid acid catalyst alkylation, and the new ionic liquid acid catalyst alkylation technology developed by Chevron, which is now being used on a large scale at Chevron’s Salt Lake City refinery. Future discharges of hazardous HF from refinery alkylation units can be avoided by continuing to develop and employ alternative alkylation technology. Refiners should routinely assess these and other new alternative technologies for usage in their alkylation units.
The full report can be found on the CSB website. You can learn more about the various refinery damage mechanisms on our API 571 Damage Mechanisms and materials elearning course.
